Incinerator Bottom Ash Recycling
The municipalities of Europe incinerate some 50 million tons of household waste, together with a similar amount of industrial and office waste in Waste-to-Energy (WtE) plants, most located in Western Europe. The main product of these plants, next to electricity and heat, is bottom ash (IBA), a moist mixture of sand, slags, glass, ceramics and pieces of metals, particularly steel (ca 10 mass%) and non-ferrous metals (aluminium: 1-2 mass% and copper, zinc and lead alloys: together ca 1 mass%). European WtE plants produce some 20 million tons of IBA annually. Only about a third of the valuable non-ferrous metals in this ash is recovered by recycling. The rest, some 300,000 tons of aluminium, copper, zinc and lead, is lost to landfills and road foundations.
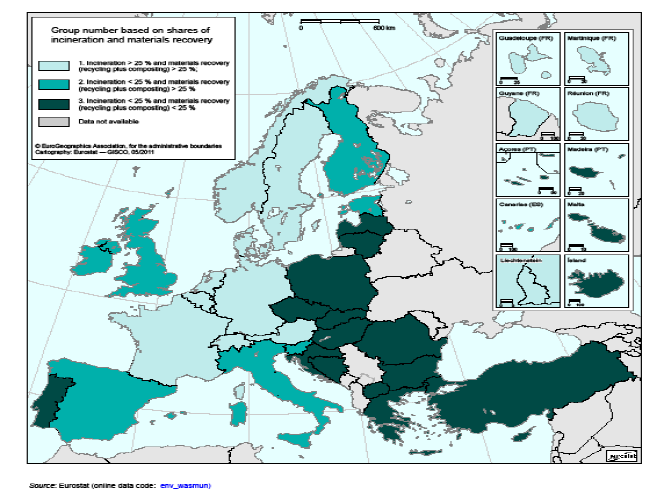
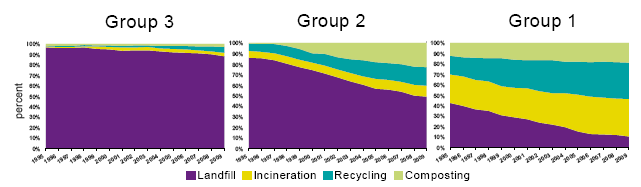
Treatment of municipal solid waste (incineration, recycling, composting, land fill) in Europe. Data from Eurostat are for the EU27, divided into three groups of countries (colour-coded in the map at the top: ❶ ❷ ❸) from 1995 to 2009.
The aim of the Delft research is to create a low-cost process that recovers so much metal and mineral value from IBA that even relatively small incinerators will be tempted to install it into their plant and take the non-ferrous metals from their ash back into the loop. The first and most important step of this process is to remove the fine moist particles from the ash. Moisture and fine particles make the ash so sticky and clumpy that it is difficult to recover all non-ferrous particles. The ADR technology treats IBA so that moisture and particles smaller than 0.5 mm are largely removed from the ash. After this step, non-ferrous metals can be separated with low-cost, dry technologies, and the cleaned mineral fraction can be reused for concrete applications that favour a high flexural tensile strength.
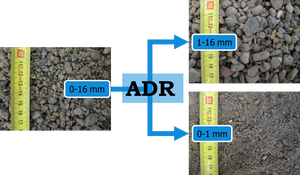
Principle of ADR technology: the bulk ash input is converted at 120 tons/hour into a fast jet flow from which the moist fines are separated by interaction with air and solid walls (example shown is crushed concrete).
The ADR technology typically generates an extra recovery of 8 kg of fine non-ferrous scrap per ton of IBA over traditional technologies, e.g. 6 kg of aluminium and 2 kg of heavy non-ferrous. Apart from the economic benefit, this also creates a substantial environmental gain, because recycled non-ferrous metals need less energy to be produced, generate less emissions than primary metals and they do not deplete natural resources. The extra recovery of non-ferrous metals corresponds to approximately 40 kg of CO2 emissions per ton of IBA.
Extra recovery of non-ferrous metals with respect to traditional technologies (typical values).
| Non-ferrous scrap | kg/ton of ash |
| Aluminium | 6 |
| Copper | 1.5 |
| Zinc | 0.3 |
| Lead | 0.2 |
| Silver | 0.006 |
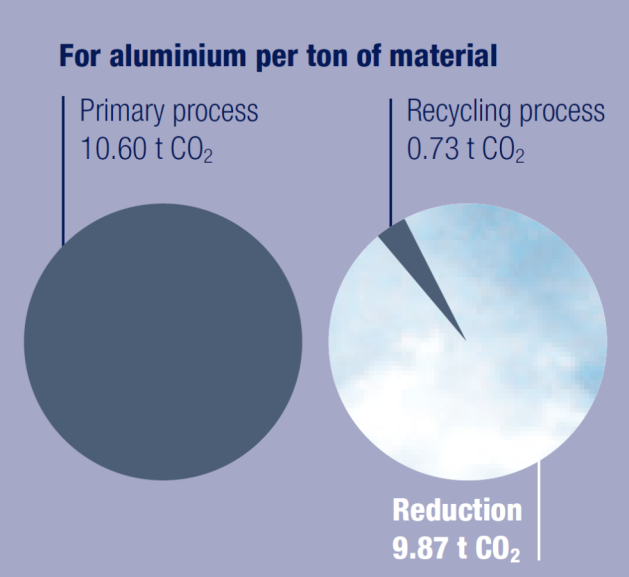
Average CO2 emissions for producing primary aluminium (left) and recycled aluminium (right), calculation by the Fraunhofer Institute.
Other solutions
Wet process technologies
Dry extraction of the bottom ash from the incinerator
Researchers involved
Francisco Rivera
Abdur Rahman
Walter de Vries
Lenka Muchova
Maarten Bakker
Peter Berkhout
Peter Rem
Sponsors
SenterNovem (Agentschap.NL)
Afval Energie Bedrijf, Amsterdam
Fondel Development
Partners/collaboration
Inashco BV
Results

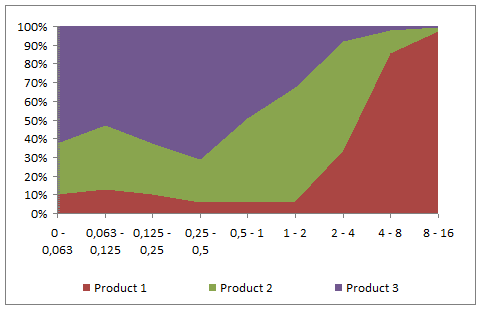
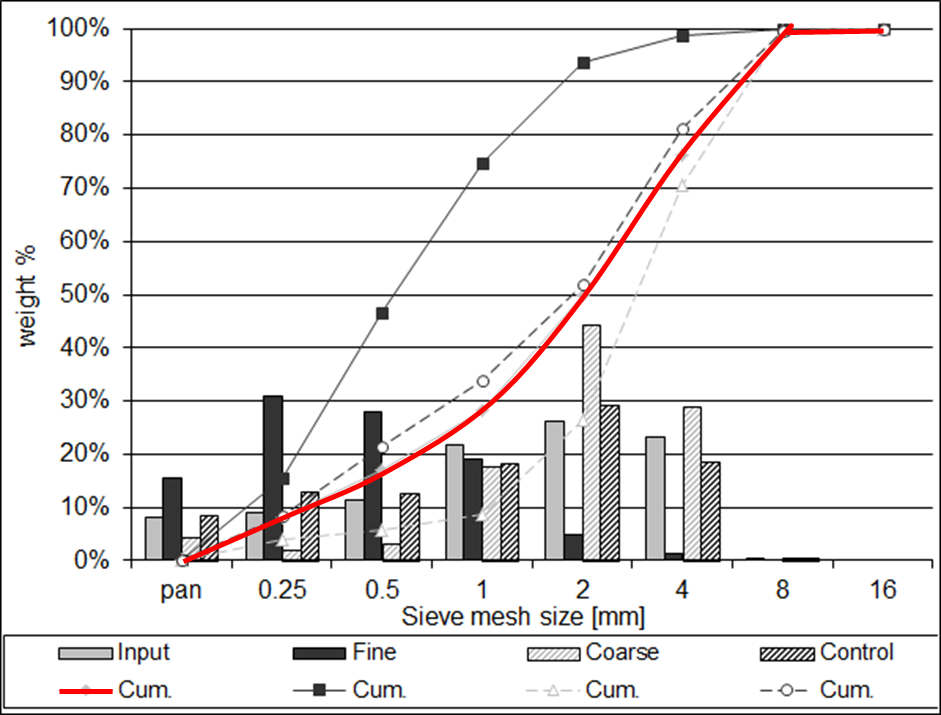
Cumulative size distributions of input bottom ash and the fine (here including the lights) and coarse products.
The control curve shows that the combined products have a slightly smaller grain size than the input, evidence of the fact that some particle were broken in the formation of the ADR jet.
Papers
W. de Vries and P.C. Rem, ADR: A Classifier for Fine Moist Materials, Separating Pro-Environment (Eds. V. Gente and F. La Marca), 2012, 43-58.
Patents and applications
The ADR process is described in a large collection of patents and patent applications.
Implementation


(AEB, Inashco: http://youtu.be/fQyYsAc-Srs)

Inashco has started its first mobile operation in Finland with the upgrading of the bottom ash of the Westenergy facility in Vaasa Finland. With our local partner Suomen Erityisjäte we can provide the customer, Lakeuden Etappi Oy with a sustainable and innovative solution to convert the ash into raw materials. The short term goal is to maximize metals recovery and bring in the expertise concerning the utilization of the ash minerals in alternative markets.
The plant will operate for several weeks per year at one location and will be travelling throughout Scandinavia to deliver its services.
Economic data (estimates)
Per ton of IBA input:
- Extra non-ferrous product: 11 €
– Aluminium, 6 kg: 3 €
– Heavy non-ferrous metals, 2 kg: 8 € - ADR cost per ton IBA: -2.5 €
- Net result: 8.5 €
Presentation: RecyclingIBA