Steel Scrap & WEEE Recycling

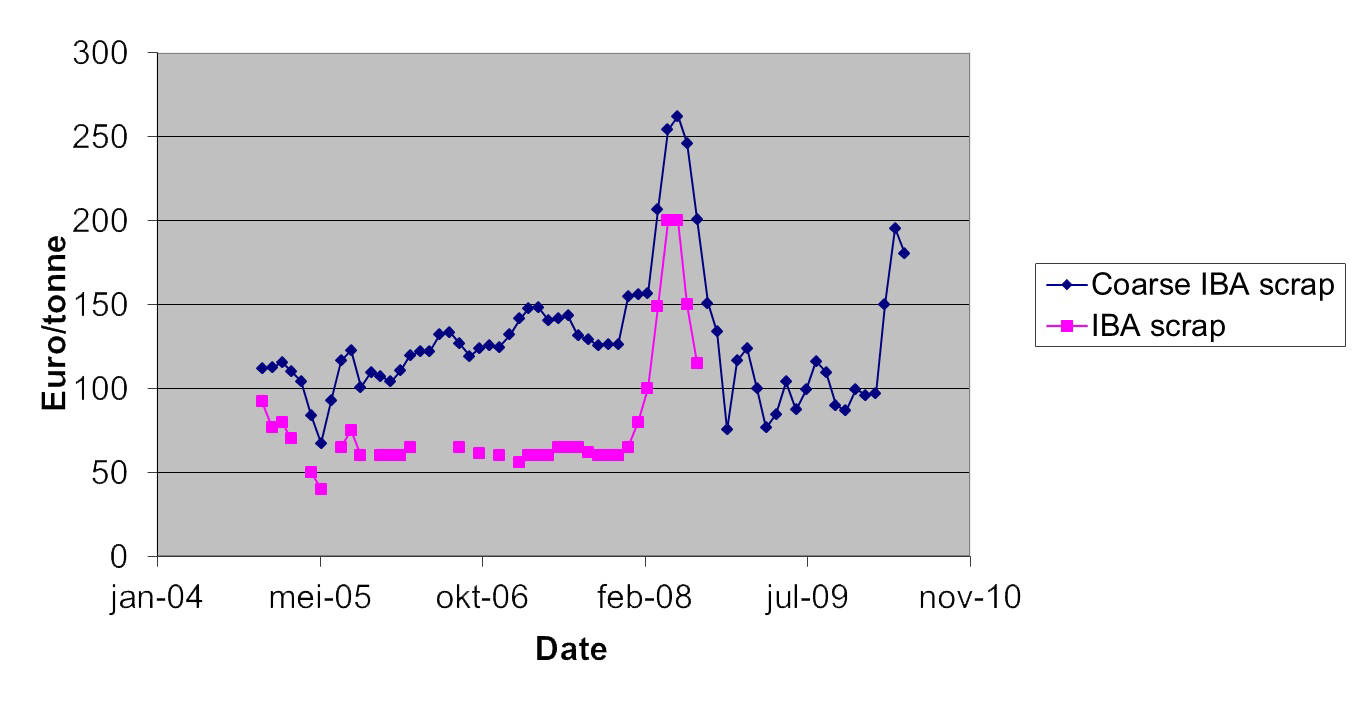
Steel (ca 400 €/ton) is the most efficiently recycled material. In 2008, European recyclers produced some 36 B€ of secondary steel against an overall consumption of about 100 B€ per year. Post-consumer steel scrap from incinerator bottom ash (IBA), cars and electric and electronic equipment (WEEE) has high levels of contaminants. One of them is copper, in itself a valuable material, but fatal for the quality of steel if it ends up in the smelt. Increasing levels of copper are threatening the recyclability of steel.
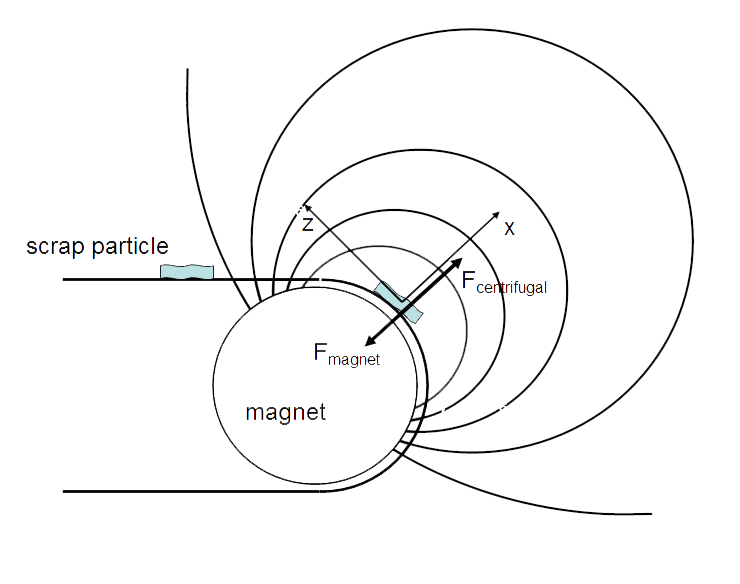
The aim of the Delft research is to create a two-step process to bring down contaminant levels in post-consumer steel scrap. According to this process concept, the scrap is first separated at high throughput and low cost by an innovative technology (CSM) into a large flow of clean low bulk density scrap and a smaller flow of high bulk density scrap in which the contaminants are concentrated. Then, the second, smaller flow of scrap is sorted piece by piece by a more expensive sensor technology, the Braser, at this moment still an industrial prototype under construction.
Other solutions
Picking the contaminants from the scrap by hand (traditional solution).
Designing cars with electric engines with aluminium wire instead of copper wire, as in airplanes.
Researchers involved
Norbert Fraunholcz (Recycling Avenue)
Maarten Bakker
Peter Berkhout
Francesca Quarta (Bologna)
Peter Rem
Sponsors
Provincie Noord-Holland
TU Delft Valorization Centre
Partners/collaboration
Recycling Avenue
University of Bologna (Prof. Alessandra Bonoli)
Decistor
Resteel
ICOS Capital
Results
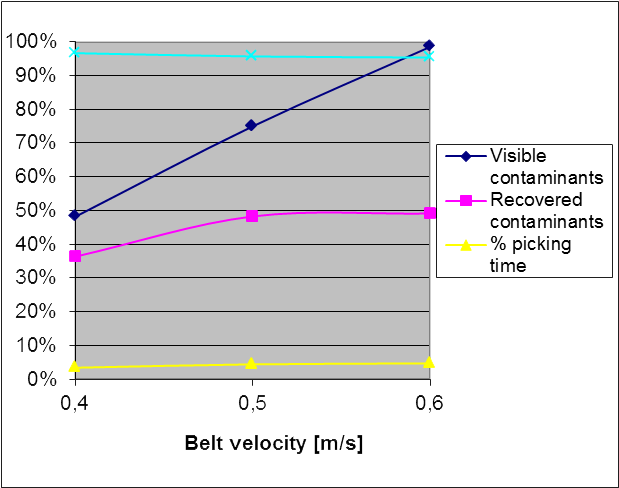
Simulation of handpicking process, with six hand pickers cleaning 18 tons/h of IBA scrap, showing that the hand pickers are busy most of the time in scanning the belt, and at maximum 50% of the contaminants are removed (this latter value is also measured in practice).
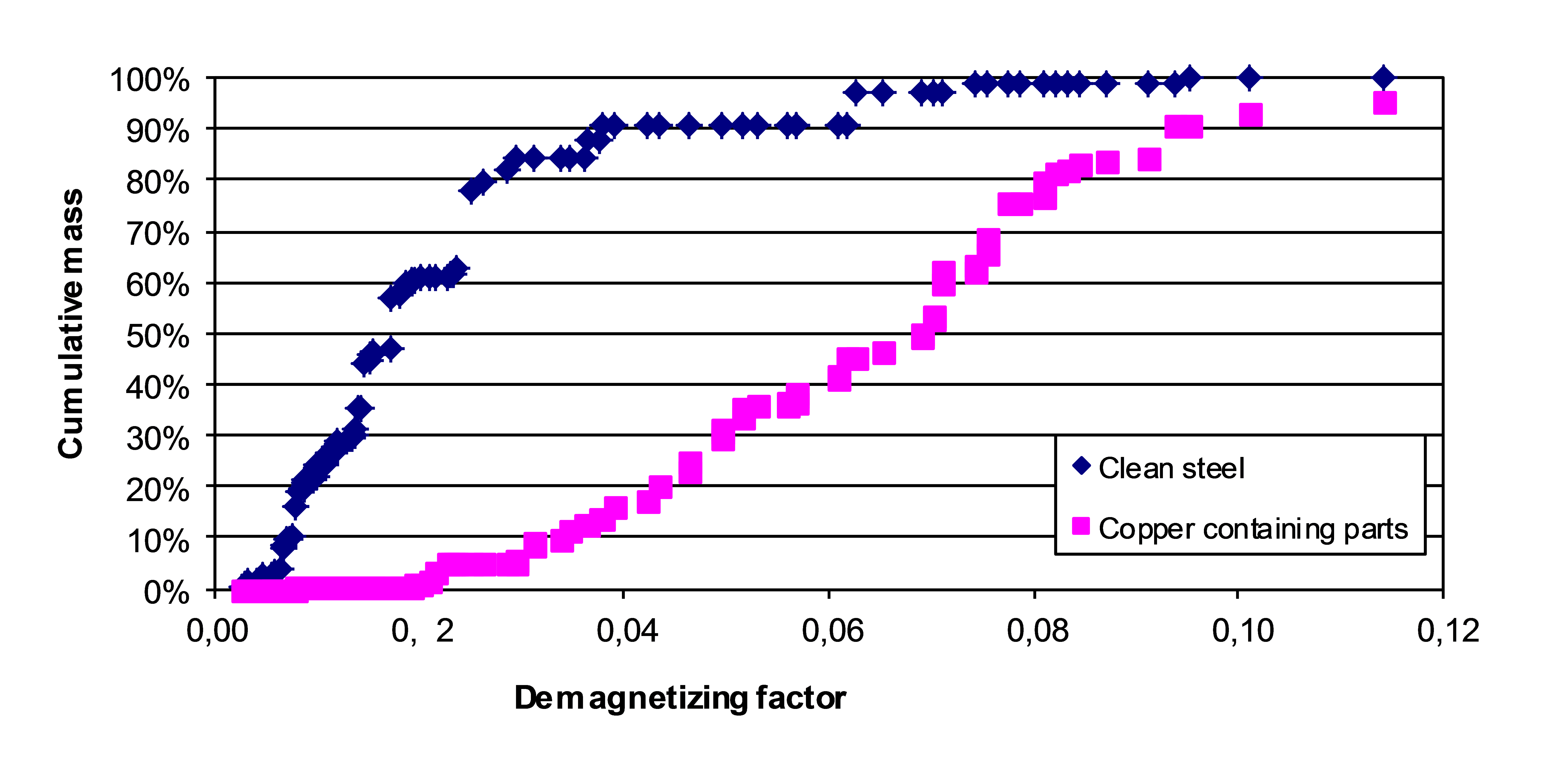
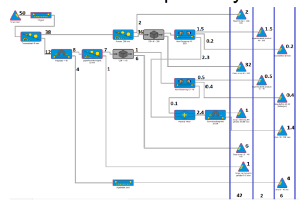
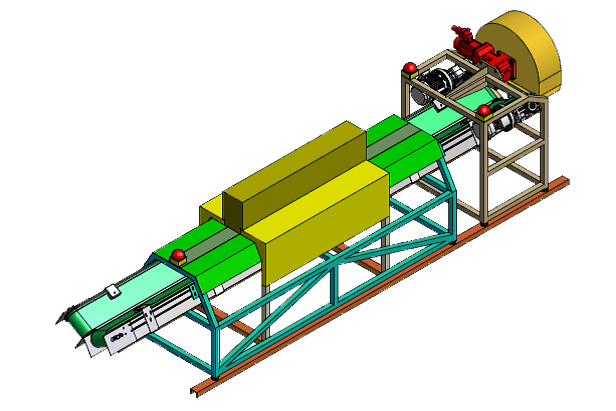
Process flow scheme of a 50 tons/h plant for IBA scrap, with two CSM machines for the midsized (40-300 mm) and fine scrap (10-40 mm). Results at Beverwijk show a separation into 42 tons/h of clean steel scrap, 2 tons/h of copper-parts, and 6 tons/h of residues (sand, stone, cloth, batteries).
Papers
F. Quarta, A. Bonoli and P.C. Rem, Upgrading of Post-Consumer Steel Scrap, Separating Pro-Environment (Eds. V. Gente and F. La Marca), 2012, 77-89.
Patents and applications
Rem, P.C., Berkhout, S.P.M., Fraunholcz, O.N. (2010). Process and device for the separation of fragments of liberated ferrous scrap from not liberated ferrous scrap fragments by means of a static magnet, European Patent 2206558.
Implementation


Economic data (estimates)
Investment cost 50 tons/h scrap upgrading plant including two CSM units: 1.6 M€
Per ton of input:
- Input IBA scrap, 1 ton: -100 €
- Output treated IBA scrap, 0.84 ton: 135 €
- Output copper parts, 40 kg: 28 €
- Sand, dirt, etc., 0.12 ton: -6 €
- Investment & operation: -7 € (based on 1600 h/y operation)
- Net result: 50 €
Presentation: SteelRR